��Դ�������齺ճ��������Ϣ��2016��08��05��
�Ķ���������
������
��ɽɭ��Ī�������Ʒ����˾
15062631732/15062631732
3099861463@qq.com
0512-36688457
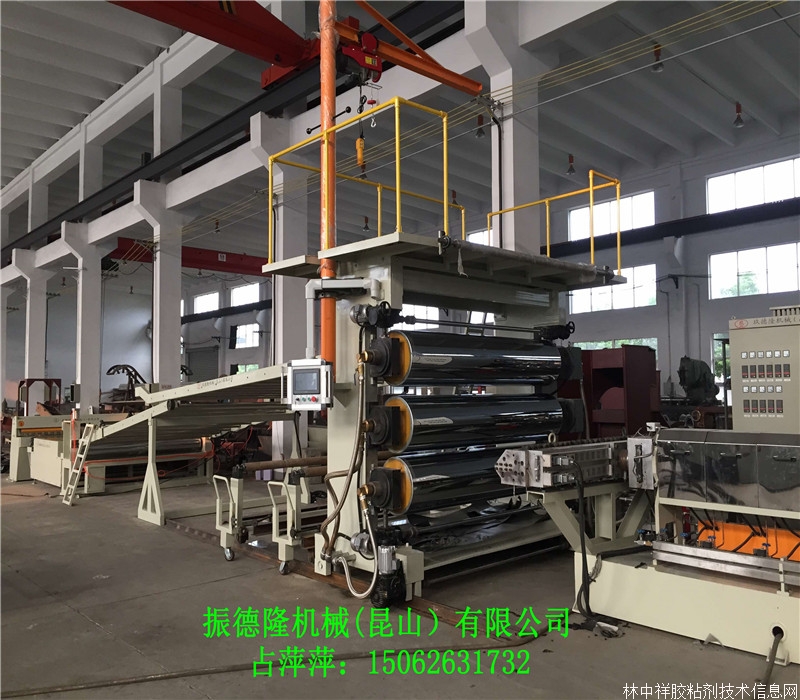
EVA��ĭ���ϳ��õij��ͷ�����Ҫ�м�����ע�ܼ�ģѹ���͵ȡ����м���������EVA��ĭ���ϳ��ͼӹ�����Ҫ����֮һ��һ������Ͳġ���ġ��ܲġ�ĤƬ�����¾�Ե��ȷ�����Ʒ�����ø÷����Ƴɡ����ݷ������Բ����������ݻ�ѧ�������֣���������������Ҫ����һЩ̼�������P������Լ����ǵĵͷе�Һ�塣
EVA��ĭ���ϵķ��ݹ���һ����Է�Ϊ�����Σ���һ�������������Һ�����γɴ������ȡ�ϸ�ܵ����ݺˣ��ڶ����ϼ������ͳ�Ϊ��Ҫ�������ṹ�����̻����ͽ�����ṹ�̶��������õ���ĭ���ϡ�
������ϵҪ�������ͻ�ͷ���п��ٵijɺ˺���������һ������Ҫ��֤�շ�����Ĺ�����ѹ������Ĺ�����ѹ�������Ծ����ܵ�ͬʱ�γɴ��������ݺˣ������������У����ʵĻ�ͷ�¶ȶ����������ݵ��ȶ���������Ʒ���ݱ��ʵĿ���ʮ�ֹؼ���
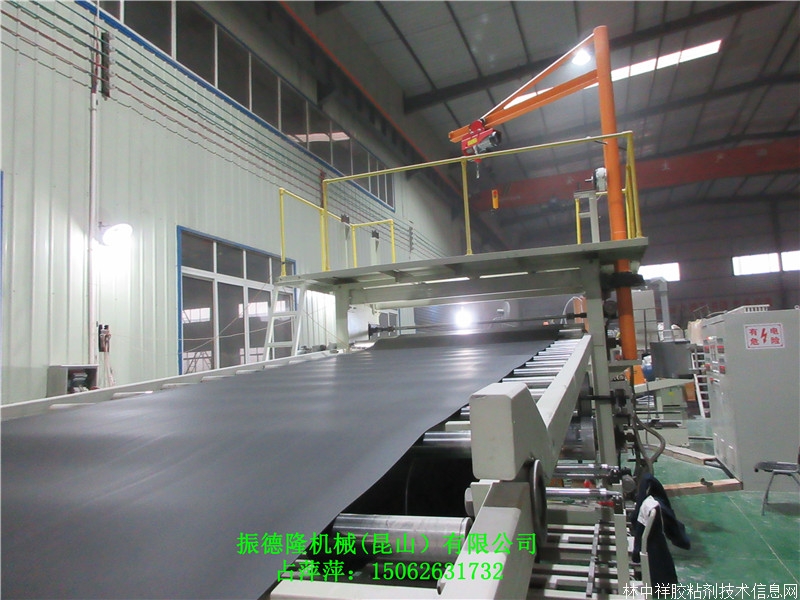
���ھ۱�ϩ��ĭ���ϵij��ͣ�������ĭ���Ϸ��ݳ����з��ݶ�������Դ��һ��ɷ�Ϊ��е���ݡ��������ݡ���ѧ�����������͡����л�е������ͨ����е��ǿ�����裬ʹ������ȵػ��뵽��֬���γ����ݣ������������ǽ����ڷ��ݼ�����֬������״̬�ĸı䣬�γɴ������ݣ���ѧ������ָ�������ݼ�������ѧ�仯ʱ����������ʹ��֬���ݡ�
EVA���ݴ����û�ѧ���ݣ�ʹ�õķ��ݼ���ż������������ż���������������ȣ���ȻҲ��ʹ�õ������������ݼ������������ݡ� ����
���⣬ֱ��ע��������������ݷ�Ҳ��EVA��ĭ���ϵļ����������еõ�Ӧ�á�Ӱ�켷�����ͷ��ݵĹ��ղ�����Ҫ�У�����ѹ���������¶ȡ������ڼ������е�����ʱ�䡢��ģ����ѹ���ȡ�һ����˵�����ż���ѹ��Խ�ߣ��ݿ׳ߴ�ԽС���ݿ�����Խ�࣬�������ķ�����ֻ���ڽ�խ���¶ȷ�Χ�ڲſ��ܻ�á������¶�Խ�ߣ��ۺ�������ǿ��Խ�ͣ����ڵķ���ѹ���ͺܿ��ܳ�����ĭ������������ʹ�������ѡ���������б�������ض��ľۺ�����ϵ�����Ż�����ȷ��һ�����˵ķ����¶ȣ��Ӷ��ӳ������ڼ������ڵ�����ʱ�䣬�������ݵ���Ŀ�� ��
����Ƭ�ļ����� http://jskszp521.sinbad.biz/
��Ƭ�ļ����� http://zhanpingping.zhaoshang100.com/
EVA|Ƭ�ļ����� http://zhanpingping.cn.qiyeku.com/
Ƭ�ļ����� http://zhanpingping.dd1258.com/
��Ƭ�ļ����� http://zhanpungping.955183.com/
����Ƭ�ļ����� http://zhanpingping.cn.21-mars.com/
����Ƭ�ļ����� http://zhanpingping.chinajnhb.com/
��Ƭ�ļ����� http://zhanpingping.jdzj.com/����
©2015 �Ͼ����¸���Ϣ�Ƽ�����˾ ��ICP��10201337 | ����֧�֣���վ100
 ������...
������...